Основной целью данного исследования является сравнительная оценка доступных технологий мониторинга роликов. В данном документе рассматриваются известные решения СМС для роликов – принципы работы каждого из них, ключевые компоненты и типичные сценарии использования.
Эволюция обслуживания роликов
Развитие технологий предиктивного обслуживания, таких как вибрационный анализ, мониторинг температур, обнаружение акустической эмиссии и беспроводные сети, предлагает значительные улучшения, позволяя раннее обнаружение приближающихся отказов. Эти передовые технологии значительно сокращают время инспекций, облегчают обнаружение проблем в реальном времени и оптимизирует графики обслуживания, что в конечном итоге повышает операционную эффективность, минимизируя простои и оптимизируя распределение ресурсов.
Мониторинг на основе датчиков на роликах и рамах
Беспроводные вибрационные/акустические датчики на рамах
Такие системы могут быть дооснащены без модификации самих роликов. Они обычно работают на сменных батареях (RCM использует элементы AA) и используют беспроводную связь с низким энергопотреблением для передачи данных. Эти системы коммерчески доступны и были испытаны в промышленности, доказав свою способность обнаруживать неисправности по всей длине конвейеров с высоким разрешением и прогностической точностью [7]. Ограничением является то, что датчик не находится непосредственно на подшипнике ролика, поэтому только начавшие развиваться неисправности могут быть замаскированы фоновой вибрацией ленты. Однако, на практике они показали эффективные ранние предупреждения о неисправностях – до 280 часов (более 11 дней) раньше, чем традиционная визуальная инспекция [24].
Мониторинг температуры и тепловизионная съемка
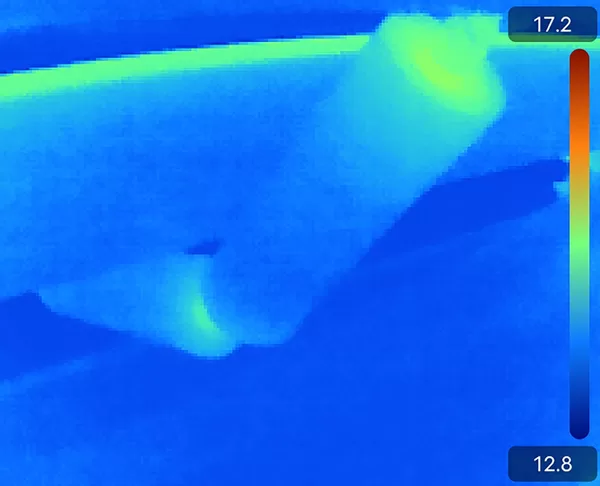
Методы, основанные на температуре, очень эффективны для обнаружения неисправностей на поздней стадии (перегрева) и просты в интерпретации. Однако, они обычно обнаруживают отказы только на относительно продвинутых стадиях (когда генерируется тепло). Таким образом, они отлично подходят для предотвращения пожаров и планирования обслуживания за несколько часов или дней, но не так чувствительны для долгосрочного предиктивного анализа.
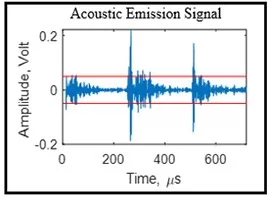
Мониторинг акустической эмиссии
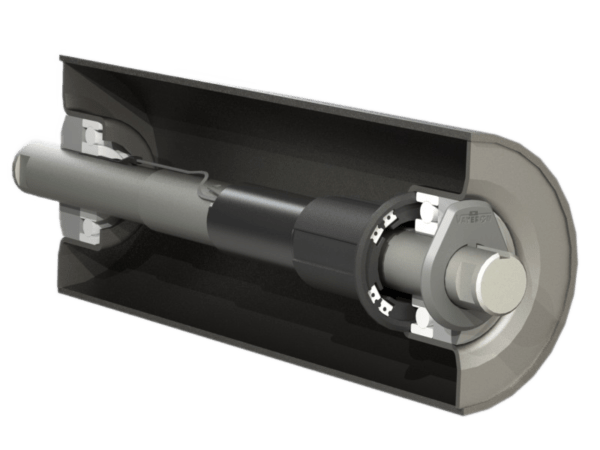
Умные ролики со встроенными датчиками
Технология умных роликов внедряется как на открытых, так и на подземных рудниках, благодаря таким особенностям, как герметичная конструкция и отсутствие внешней проводки, что делает их искробезопасными, что критически важно для соблюдения требований в подземных угольных шахтах [26].
Несколько компаний изучают аналогичные концепции «чувствительных роликов». Например, Artur Küpper GmbH разработала прототип со встроенными цифровыми датчиками температуры, расположенными на валу рядом с каждым подшипником, объединенными в сеть. Их конструкция использует два датчика температуры на ролик и передает данные через станцию ролика по проводным контактам на локальный монитор [10]. Это система фокусируется на температуре подшипника как простом и недорогом индикаторе отказа (избегая более дорогих вибрационных или инфракрасных систем).
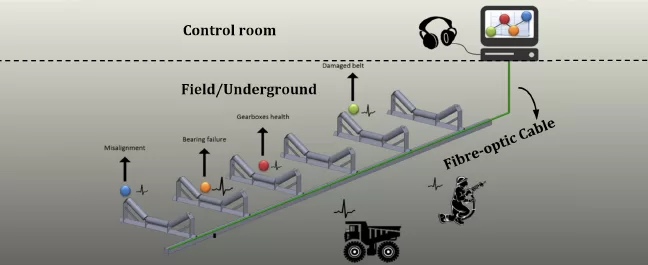
Распределенные волоконно-оптические системы
Волоконно-оптическое акустическое зондирование (DAS)
Весь конвейер может контролироваться одновременно одним опросным устройством, с охватом до 10 км ленты на одно устройство. Компоненты: волоконно-оптический кабель (часто стандартное телекоммуникационное одномодовое волокно) и блок опроса/сбора данных. В полевых условиях не требуется ни питания, ни электроники – волокно пассивно, блок опроса/сбора данных может располагаться удалённо в помещении [16].
Волоконно-оптическое температурное зондирование (DTS)
Краткое резюме волоконно-оптических систем
Волоконно-оптические решения хороши для применений, где обслуживание электроники проблематично (длинные, удаленные конвейеры или загазованные подземные шахты). После установки волоконно-оптический кабель практически не требует обслуживания, кроме калибровки [15]. Как DAS, так и DTS обеспечивают непрерывное покрытие на больших расстояниях при относительно низкой дополнительной стоимости за единицу длины. Они также довольно точно определяют местоположение неисправности (по времени прохождения сигнала) вдоль ленты с точностью до метра или двух [16]. Высокая чувствительность акустического волокна означает, что могут быть уловлены даже незначительные изменения вибрации, но для отфильтровывания нормального рабочего шума необходима сложная аналитика данных. В целом, волоконно-оптический мониторинг считается высокопотенциальной развивающейся технологией, с успешными испытаниями, показывающими, что он может обнаруживать отказы роликов, которые ранее не всегда выявлялись трудоемкими пешими проверками [25], [16].
Роботизированные и БПЛА системы инспекции роликов
Роботы для замены роликов ("Spidler")

Мобильные инспекционные роботы

Беспилотные летательные аппараты (БПЛА / Дроны)
Дроны тестируются для рутинной инспекции конвейеров на крупных открытых карьерах и промышленных объектах. Например, дрон может каждое утро пролетать вдоль 5-километрового конвейера и передавать тепловые изображения в алгоритм для автоматического выявления горячих точек. Однако существуют значительные препятствия, прежде чем БПЛА станут основным инструментом СМС :
- Стабильность полета и навигация в конвейерной среде.
- Срок службы батареи (обычно 20–30 минут).
- Разрешение датчика – для точного определения одного неисправного ролика, камера дрона должна иметь достаточное разрешение.
- Регуляторные вопросы и вопросы безопасности – особенно в подземных шахтах или вблизи персонала, использование дронов может быть ограничено.
На данный момент (2025 год) дроны для мониторинга роликов конвейеров находятся в основном на стадии НИОКР или пилотной фазы, и они, как правило, сосредоточены на тепловом/визуальном обнаружении (выявление неисправностей на поздней стадии).
Компьютерное зрение и обнаружение с помощью ИИ
Возможности анализа данных являются ключевым отличием между технологиями мониторинга роликов: более простые системы могут только отправлять сигнал тревоги при превышении порога, тогда как передовые системы используют машинное обучение и слияние данных для прогнозирования отказов с меньшим количеством ложных срабатываний. Например, аналитика “Умного ролика” объединяет данные о вибрации, температуре и вращении ролика для диагностики режимов отказа и отслеживания состояния во времени [2], [3], [12], [5], а ее облачная платформа может уведомлять службу обслуживания о роликах, которые ухудшаются, задолго до их отказа. В отличие от этого, оптоволоконная система DTS или сеть температурных датчиков могут просто выдавать сигнал тревоги «да/нет» о высокой температуре.
В дальнейшем аналитика на основе ИИ все чаще интегрируется в эти системы для повышения точности обнаружения [27]. Многие поставщики теперь предлагают программное обеспечение, которое выполняет анализ тенденций, сравнивает показания каждого ролика с базовыми значениями или аналогичными единицами и даже оценивает остаточный срок службы. Эта возможность анализа данных является важнейшей частью решений СМС и часто определяет, насколько полезны сырые данные датчиков для операторов шахт. Например, знание не только того, что ролик сейчас неисправен, но и того, какие ролики приближаются к отказу в следующем месяце, является более ценным.
Заключение
В итоге, СМС роликов конвейеров превратилось в многогранную область – от «умных» роликов, «сообщающих» о своем состоянии, до волоконно-оптических «нервов» вдоль ленты и роботизированных «смотрителей» – все это направлено на обеспечение работоспособности конвейерных систем и предотвращение перерастания мелких проблем с роликами в крупные.
Подробный сравнительный анализ систем смотрите во второй части данного исследования: «Сравнение технологий мониторинга роликов».
Список литературы
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.