Этот анализ охватывает показатели производительности, стратегии внедрения, практические преимущества, ограничения и экономические результаты, предоставляя ценные сведения для операторов горнодобывающих предприятий, стремящихся внедрить или улучшить свои программы предиктивного обслуживания.
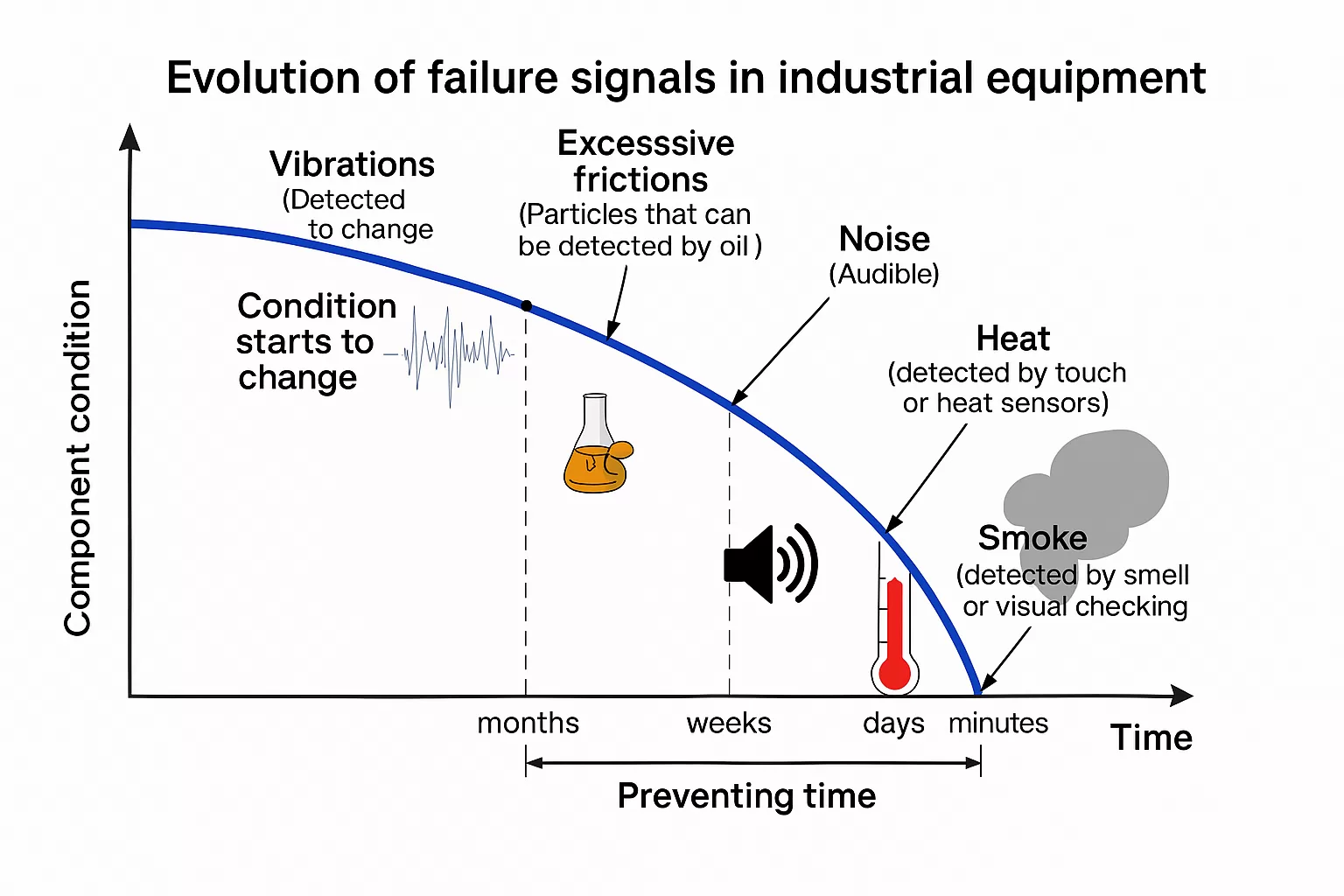
Возможности обнаружения
Стоимость
Умные ролики должны заменять существующие ролики – Vayeron заявляет о низкой стоимости единицы встроенной электроники, но хотя точные цифры не публикуются, реальная стоимость системы, включая ролик и подписку на программное обеспечение, не может быть дешёвой. Тем не менее, с точки зрения общей стоимости владения, умные ролики могут стать очень конкурентоспособными по стоимости, особенно поскольку они автономны и исключают обслуживание. Волоконно-оптические системы DAS/DTS имеют высокую первоначальную стоимость для опросного устройства (сотни тысяч долларов за единицу), но сам волоконный кабель относительно дешев за метр, и одна система покрывает многие километры. Таким образом, для очень длинного конвейера волоконно-оптические решения могут быть экономически эффективными.
Тепловизионные камеры и роботы/дроны: высококачественная тепловизионная камера может быть дорогой (несколько тысяч долларов каждая), а платформа для дрона или робота может стоить десятки тысяч. Однако обычно требуется лишь несколько таких устройств (возможно, один дрон для всей операции или один робот на секцию конвейера). Робот Spidler, вероятно, очень дорог (большая специализированная машина плюс рельсы) – его использование, вероятно, оправдано только для критически важных конвейеров, где простой стоит миллионы [5]. Затраты на обслуживание (обсуждаемые далее) также влияют на общую стоимость владения.
Простота развертывания и обслуживания

Аналитика и интеграция данных
Применимость для наземных и подземных конвейеров
Наземные (открытые) конвейеры
Они часто охватывают труднопроходимую местность и большие расстояния, что делает беспроводные и волоконно-оптические решения привлекательными (меньшая потребность в физическом доступе). Солнечные панели могут использоваться для питания удаленных шлюзов или ретрансляторов для беспроводных сенсорных систем [3]. В условиях открытой местности, обеспечение беспроводной связи, включая ячеистые радиосети и сотовую связь, обычно не вызывает технических сложностей. Волоконно-оптические системы одинаково хорошо работают на открытом воздухе (экстремальные температуры должны учитываться при калибровке). Дроны особенно подходят для наземных конвейеров, поскольку есть открытое небо и место для полетов вдоль конвейеров. Наземные конвейеры также могут получить выгоду от роботизированных решений, таких как Spidler, если местность делает ручную замену опасной или медленной [5], [22]. Таким образом, все технологии (датчики, волокно, роботы, дроны, камеры) могут применяться в наземных условиях, и выбор будет зависеть от эффективности, стоимости и предпочтений по обслуживанию.

Подземные конвейеры
Подземные угольные конвейеры требуют искробезопасного или взрывозащищенного оборудования из-за наличия газа и пыли. Это является существенным преимуществом для решений, не требующих электропитания в производственных зонах. Волоконно-оптические системы DAS/DTS, с их опросным устройством, расположенным вне опасной зоны, обеспечивают непрерывное покрытие и потому хорошо подходят для угольных шахт [9]. Аналогично, ролики с датчиками температуры, такие как Küpper, могут быть разработаны как искробезопасные при использовании соответствующей проводки и барьеров (поскольку это маломощные датчики). Smart-Idler® явно отмечает, что он повышает безопасность за счет снижения риска пожара в подземных угольных шахтах [2] и способствует соблюдению регламентов [17]. Это свидетельствует о том, что он был разработан с учетом использования в опасных зонах. Применение дронов в подземных шахтах в настоящее время очень ограничено – навигация без GPS и риск воспламенения метана делают их непригодными в угольных шахтах. Инспекционные роботы могут использоваться под землей, но любая электроника/приводы должны быть разрешены, что обычно ограничивает широкое использование. Шахты со строгими правилами пожарной безопасности в значительной степени полагаются на температурный мониторинг (кабели DTS, плавкие предохранители и т.д.) – они проще и эффективны для узкой цели предотвращения пожара. Для всестороннего мониторинга состояния роликов под землей, для раннего предупреждения и для резервного пожарного оповещения также используются «умные» ролики.
Заключение
В стремлении отрасли к предотвращению незапланированных простоев и повышению безопасности без участия оператора, мониторинг состояния играет решающую роль. Внедрение этих решений уже приносит пользу, сокращая число аварий по вине роликов и затраты на техническое обслуживание [18], [20]. В перспективе, дальнейшая интеграция данных датчиков (возможно, с использованием искусственного интеллекта для анализа вибрации, акустических, тепловых и визуальных сигналов) ещё больше повысит вероятность обнаружения отказов и надёжность оборудования в целом.
Список литературы
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.