Цей аналіз охоплює показники продуктивності, стратегії впровадження, практичні переваги, обмеження та економічні результати, надаючи цінні відомості для операторів гірничодобувних підприємств, які прагнуть впровадити або покращити свої програми предиктивного обслуговування.
Можливості виявлення
Вартість
Розумні ролики повинні замінювати існуючі ролики – Vayeron заявляє про низьку вартість одиниці вбудованої електроніки, але хоча точні цифри не публікуються, реальна вартість системи, включаючи ролик та підписку на програмне забезпечення, не може бути дешевою. Проте, з погляду загальної вартості володіння, розумні ролики можуть стати дуже конкурентоспроможними за вартістю, особливо оскільки вони автономні та виключають обслуговування. Волоконно-оптичні системи DAS та DTS мають високу первісну вартість для опитувального пристрою (сотні тисяч доларів за одиницю), але сам волоконний кабель відносно дешевий за метр, і одна система покриває багато кілометрів. Таким чином, для довгого конвеєра волоконно-оптичні рішення можуть бути економічно ефективними.
Тепловізійні камери та роботи/дрони: високоякісна тепловізійна камера може бути дорогою (кілька тисяч доларів кожна), а платформа для дрона чи робота може коштувати десятки тисяч. Однак, зазвичай потрібно лише кілька таких пристроїв (можливо один дрон для всієї операції або один робот на секцію конвеєра). Робот Spidler, ймовірно, дуже дорогий (велика спеціалізована машина плюс рейки) – його використання, ймовірно, виправдане лише для критично важливих конвеєрів, де зупинка коштує мільйони [5]. Витрати обслуговування (обговорювані далі) також впливають на загальну вартість володіння.
Простота розгортання та обслуговування

Аналітика та інтеграція даних
Гірничопереробні підприємства все частіше віддають перевагу рішенням з багатою аналітикою – наприклад, знання не тільки того, що ролик зараз несправний, а й того, які ролики наближаються до відмови наступного місяця більш ціно. Багатосенсорний підхід “Розумних роликів” явно спрямований на прогнозування відмов, а не лише на їхнє виявлення [2], [5], [21], [26]. Можливість аналізу даних є найважливішою частиною рішень СМС і часто визначає, наскільки корисними є необроблені дані датчиків для операторів копалень.
Пригодність для наземних та підземних конвеєрів
Наземні (відкриті) конвеєри
Вони часто охоплюють важкопрохідну місцевість та великі відстані, що робить бездротові та волоконно-оптичні рішення привабливими (менша потреба у фізичному доступі). Сонячні панелі можуть використовуватися для живлення віддалених шлюзів або ретрансляторів для сенсорних бездротових систем [3]. В умовах відкритої місцевості, забезпечення бездротового зв’язку, включаючи радіомережі та стільниковий зв’язок, зазвичай не викликає технічних складностей. Волоконно-оптичні системи однаково добре працюють на відкритому повітрі (екстремальні температури повинні враховуватись при калібруванні). Дрони особливо підходять для наземних конвеєрів, оскільки є відкрите небо та місце для польотів уздовж конвеєрів. Наземні конвеєри можуть отримати вигоду від роботизованих рішень, таких як Spidler, якщо місцевість робить ручну заміну небезпечною або повільною [5], [22]. Таким чином, всі технології (датчики, волокно, роботи, дрони, камери) можуть застосовуватися в наземних умовах, і вибір залежатиме від ефективності, вартості та переваг обслуговування.

Підземні конвеєри
Підземні вугільні конвеєри вимагають іскробезпечного або вибухозахищеного обладнання через наявність газу та пилу. Це є суттєвою перевагою для рішень, які не потребують електроживлення у виробничих зонах. Волоконно-оптичні системи DAS/DTS з їх опитувальним пристроєм, розташованим поза небезпечною зоною, забезпечують безперервне покриття і тому добре підходять для вугільних шахт [9]. Аналогічно, ролики з датчиками температури, такі як Küpper, можуть бути розроблені як іскробезпечні при використанні відповідної проводки та бар’єрів (оскільки це малопотужні датчики). Smart-Idler® явно зазначає, що він підвищує безпеку за рахунок зниження ризику пожежі у підземних вугільних шахтах [2] та сприяє дотриманню регламентів [17]. Це свідчить про те, що його було розроблено з урахуванням використання у небезпечних зонах. Застосування дронів у підземних шахтах наразі дуже обмежене – навігація без GPS та ризик займання метану роблять їх непридатними у вугільних шахтах. Інспекційні роботи можуть бути використані під землею, але будь-яка електроніка/приводи повинні бути дозволені, що зазвичай обмежує широке використання. Шахти зі строгими правилами пожежної безпеки значною мірою покладаються на температурний моніторинг (кабелі DTS, плавкі запобіжники тощо) – вони простіші та ефективні для запобігання пожежі. Для всебічного моніторингу стану роликів під землею, для раннього попередження та резервного пожежного оповіщення також використовуються «розумні» ролики.
Висновок
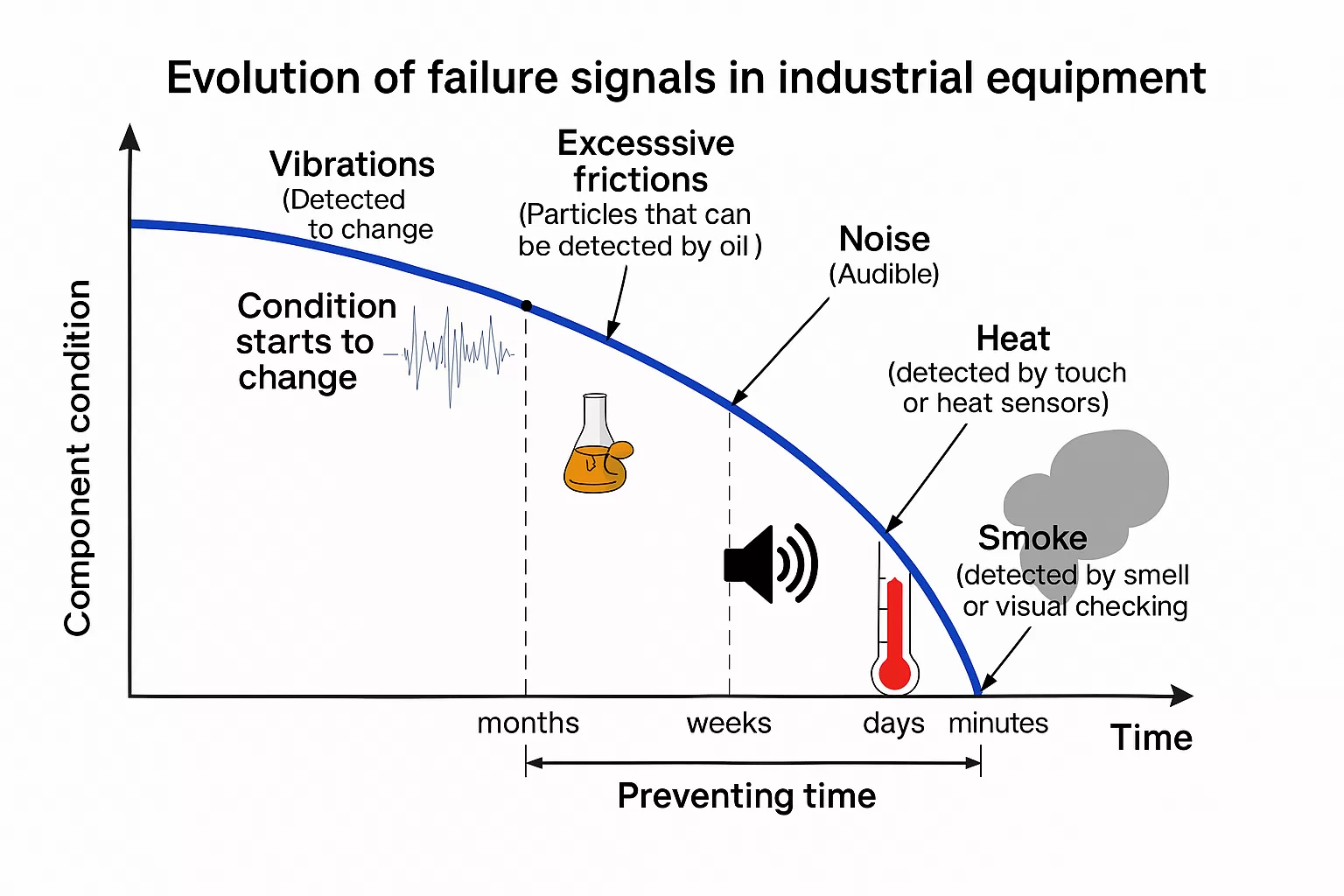
Оскільки галузь прагне виключення незапланованих простоїв та безпечнішої роботи без нагляду оператора, технології моніторингу стану відіграють вирішальну роль. Шахти вже бачать переваги у зменшенні кількості аварій з вини роликів та витрат на технічне обслуговування завдяки впровадженню цих рішень [18], [20]. У майбутньому подальша інтеграція даних датчиків (можливо, з використанням штучного інтелекту для спільного аналізу вібраційних, акустичних, теплових та візуальних даних) ще більше підвищить вірогідність виявлення дефектів та надійність обладнання в цілому.
Бібліографія
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.