Основною метою цього дослідження є порівняльна оцінка доступних технологій моніторингу роликів. У цьому документі розглядаються відомі рішення для моніторингу роликів – принципи роботи кожного з них, ключові компоненти та типові сценарії використання.
Еволюція обслуговування роликів
Розвиток технологій предиктивного обслуговування, таких як вібраційний аналіз, моніторинг температур, виявлення акустичної емісії та бездротові мережі, пропонує значні поліпшення, дозволяючи раннє виявлення ознак відмов, що наближаються. Ці передові технології значно скорочують час інспекцій, полегшують виявлення проблем у реальному часі та оптимізують графіки обслуговування, що зрештою підвищує операційну ефективність, мінімізуючи простої та оптимізуючи розподіл ресурсів.
Моніторинг на основі датчиків на роликах та рамах
Бездротові вібраційні/акустичні датчики на рамах
Такі системи можуть бути встановлені без модифікації роликів. Вони зазвичай працюють на змінних батареях (RCM використовує елементи AA) та використовують бездротовий зв’язок з низьким енергоспоживанням для передачі даних. Ці системи комерційно доступні і були випробувані в промисловості, довівши свою здатність виявляти несправності по всій довжині конвеєрів з високою роздільною здатністю та прогностичною точністю [7]. Обмеженням є те, що датчик не знаходиться безпосередньо на підшипнику ролика, тому несправності, що почали розвиватися, можуть бути замасковані фоновою вібрацією. Проте, практично вони показали ефективні ранні попередження про несправності – до 280 годин (понад 11 днів) раніше, ніж традиційна оглядова інспекція [24].
Моніторинг температури та тепловізійна зйомка
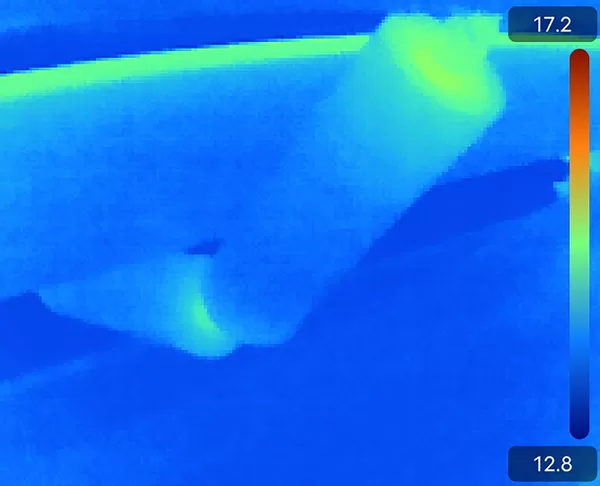
Методи, що ґрунтуються на температурі, дуже ефективні для виявлення несправностей на пізній стадії (перегрівання) і прості в інтерпретації. Проте, вони зазвичай виявляють несправності лише на пізніх стадіях (коли генерується тепло). Таким чином, вони відмінно підходять для запобігання пожеж та планування обслуговування за кілька годин або днів, але не такі чутливі для довгострокового предиктивного аналізу.
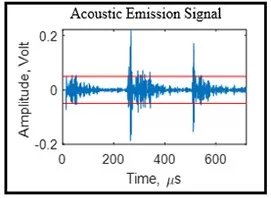
Моніторинг акустичної емісії
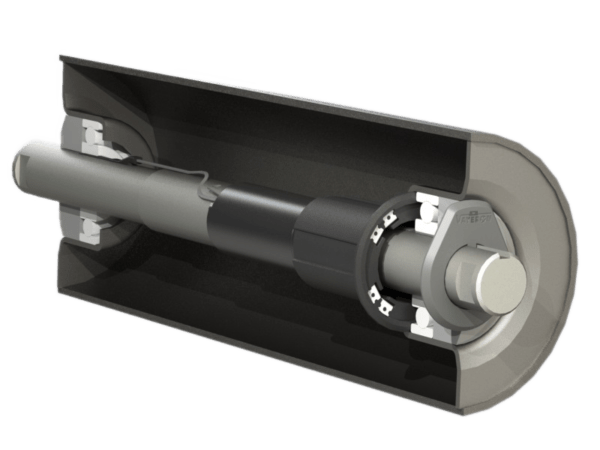
Розумні ролики із вбудованими датчиками
Технологія розумних роликів впроваджується як на відкритих, так і на підземних рудниках, завдяки таким особливостям, як герметична конструкція та відсутність зовнішньої проводки, що робить їх іскробезпечними, що є критично важливим для дотримання вимог у підземних вугільних шахтах [26].
Декілька компаній вивчають аналогічні концепції «розумних роликів». Наприклад, Artur Küpper GmbH розробила прототип із вбудованими цифровими датчиками температури, розташованими на валу поруч із кожним підшипником, об’єднаними в мережу. Їх конструкція використовує два датчики температури на ролик та передає дані через станцію ролика по провідних контактах на локальний монітор [10]. Ця система фокусується на температурі підшипника як простому та недорогому індикаторі відмови (уникаючи дорожчих вібраційних або інфрачервоних систем).
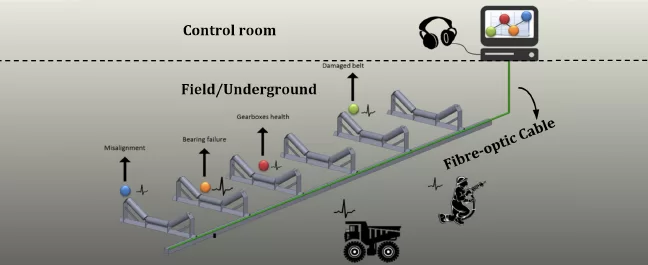
Розподілені волоконно-оптичні системи
Волоконно-оптичне акустичне зондування (DAS)
Волоконно-оптичне температурне зондування (DTS)
Коротке резюме волоконно-оптичних систем
Волоконно-оптичні рішення хороші для застосування, де обслуговування електроніки проблематичне (довгі, віддалені конвеєри або загазовані підземні шахти). Після встановлення волоконно-оптичний кабель практично не потребує обслуговування, крім калібрування [15]. Як DAS, так і DTS забезпечують безперервне покриття на великих відстанях за відносно низької додаткової вартості за одиницю довжини. Вони також досить точно визначають розташування несправності (за часом проходження сигналу) вздовж стрічки з точністю до метра або двох [16]. Висока чутливість акустичного волокна означає, що можуть бути уловлені навіть незначні зміни вібрації, але для відфільтровування нормального робочого шуму потрібна складна аналітика даних. В цілому, волоконно-оптичний моніторинг вважається високопотенційною технологією, що розвивається, з успішними випробуваннями, що показують, що він може виявляти відмови роликів, які раніше не завжди виявлялися пішими перевірками [25], [16].
Роботизовані та БПЛА системи інспекції роликів
Роботи для заміни роликів ("Spidler")

Мобільні інспекційні роботи

Безпілотні літальні апарати (БПЛА/Дрони)
Дрони тестуються для рутинної інспекції конвеєрів на великих відкритих кар’єрах та промислових об’єктах. Наприклад, дрон може щоранку пролітати вздовж 5-кілометрового конвеєра і передавати теплові зображення в алгоритм для автоматичного виявлення гарячих точок. Однак існують значні перешкоди, перш ніж БПЛА стануть основним інструментом СМС:
- Стабільність польоту та навігація в конвеєрному середовищі.
- Термін служби батареї (зазвичай 20-30 хвилин).
- Роздільна здатність датчика – для точного визначення одного несправного ролика, камера дрона повинна мати достатню роздільну здатність.
- Регуляторні питання та питання безпеки – особливо у підземних шахтах або поблизу персоналу, використання дронів може бути обмежене.
На даний момент (2025) дрони для моніторингу роликів конвеєрів знаходяться в основному на стадії НДДКР або пілотної фази, і вони, як правило, зосереджені на тепловому / візуальному виявленні (виявлення несправностей на пізній стадії).
Комп'ютерний зір та виявлення за допомогою ШІ
Можливості аналізу даних є ключовою відмінністю між технологіями моніторингу роликів: простіші системи можуть лише відправляти сигнал тривоги при перевищенні порога, тоді як передові системи використовують машинне навчання та злиття даних для прогнозування відмов із меншою кількістю помилкових спрацьовувань. Наприклад, аналітика “Розумних роликів” об’єднує дані про вібрацію, температуру та обертання ролика для діагностики несправностей та відстеження стану роликів [2], [3], [12], [5], а її хмарна платформа може повідомляти службу обслуговування про ролики, які погіршуються, задовго до їхньої відмови. На відміну від цього, оптоволоконна система DTS або мережа температурних датчиків можуть просто видавати сигнал тривоги «так/ні» про високу температуру.
Надалі аналітика на основі ШІ дедалі частіше інтегрується в ці системи для підвищення точності виявлення [27]. Багато постачальників тепер пропонують програмне забезпечення, яке виконує аналіз тенденцій, порівнює показання кожного ролика з базовими значеннями чи аналогічними одиницями і навіть оцінює залишковий термін служби. Ця можливість аналізу даних є найважливішою частиною рішень СМС і часто визначає, наскільки корисними є сирі дані датчиків для операторів шахт. Наприклад, знання не тільки того, що ролик зараз несправний, а й того, які ролики наближаються до відмови наступного місяця, є більш цінним.
Висновок
У результаті, СМС роликів конвеєрів перетворилося на багатогранну область – від «розумних» роликів, «що повідомляють» про свій стан, до волоконно-оптичних «нервів» вздовж стрічки та роботизованих «доглядачів» – все це спрямоване на забезпечення працездатності конвеєрних систем та запобігання переростанню дрібних проблем в більш великі.
Детальне порівняння систем дивіться у другій частині цього дослідження: «Порівняння технологій моніторингу роликів».
Бібліографія
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.