Each technology above has advantages and limitations. Below is a structured comparison across key criteria:
Detection Capabilities

Cost
Ease of Deployment & Maintenance

Data Analytics & Integration
Suitability for Overland vs Underground
Overland (Surface) Conveyors
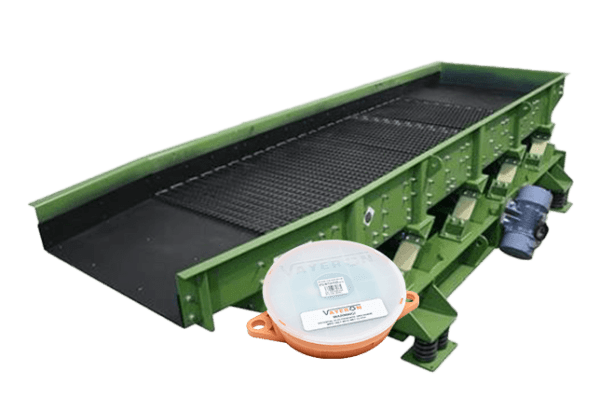
These often span difficult terrain and long distances, making wireless and fibre solutions attractive (less need for physical access). Solar panels can be used to power remote gateways or repeaters for wireless sensor systems [3]. Overland conveyors are exposed to weather, so any outdoor sensors must be rugged and waterproof (most modern devices are IP67+ rated). Wireless communication is generally feasible in open air (mesh radio or cellular links). Fibre optic systems work equally well outdoors (temperature extremes need to be accounted for in calibration). Drones are especially suited to overland conveyors – as there is open sky and room to fly alongside conveyors. Overland conveyors also can benefit from robotic solutions like Spidler if the terrain makes manual replacement dangerous or slow [5], [22]. In terms of safety, surface conveyors don’t have methane or coal dust explosions to worry about, so standard electronics are fine. Thus, all technologies (sensors, fibre, robots, drones, cameras) can be applied in overland settings, and the choice will hinge on effectiveness, cost and maintenance preferences.

Underground Conveyors
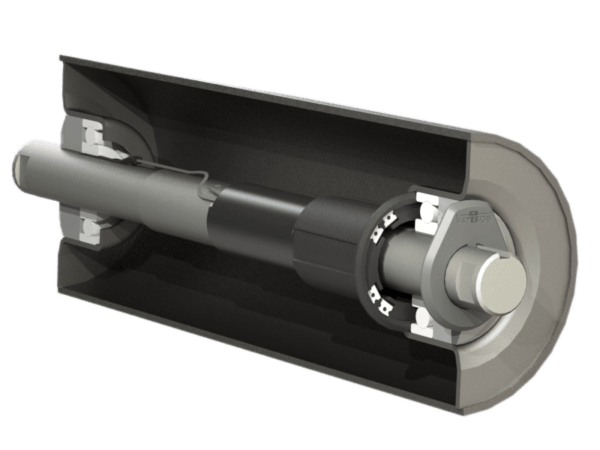
Underground coal conveyors require intrinsically safe or explosion-proof equipment due to gas and dust. This heavily favours solutions with no powered components in the drift. Fibre optic DAS/DTS provides continuous coverage with the interrogator located outside the hazardous area, making it well suited for use in coal mines [9]. Similarly, temperature-sensing idlers like Küpper’s can be designed to be Intrinsically Safe if using appropriate wiring and barriers (since they are low-power sensors). Smart-Idler explicitly notes it improves safety by reducing fire risk in underground coal [2] and aids compliance with regulations [17]. That suggests it was designed with hazardous area use in mind (the antenna and generator are contained within the roller). Drones in underground mines are currently very limited – navigation without GPS and the risk of igniting methane make them unsuitable in coal mines. Tethered inspection robots could be used underground (perhaps running along the conveyor structure), but any electronics/actuators must be permissible, which generally limits widespread use. Another factor: underground conveyors are typically shorter than giant overland systems, but they run in series through inclined roadways. Thus, a fibre or sensor network can be segmented per conveyor flight. Mines with strict fire prevention rules lean heavily on temperature monitoring (DTS cables, fusible links, etc.) – these are simpler but effective for the narrow goal of fire prevention. For comprehensive condition monitoring underground, for early warning and for fire alarm backup a Smart-Idlers.
Conclusion
As the industry strives for zero unplanned downtime and safer, unattended operations, condition-monitoring technologies play a crucial role. Mines are already seeing benefits in reduced roller incidents and maintenance costs by adopting these solutions [18], [20]. Going forward, continued integration of sensor data (perhaps using AI to analyse vibration, acoustic, thermal, and visual inputs together) will further improve detection confidence.
References
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.