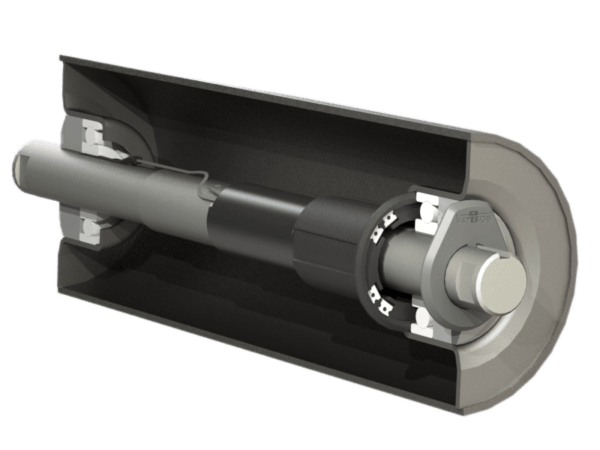
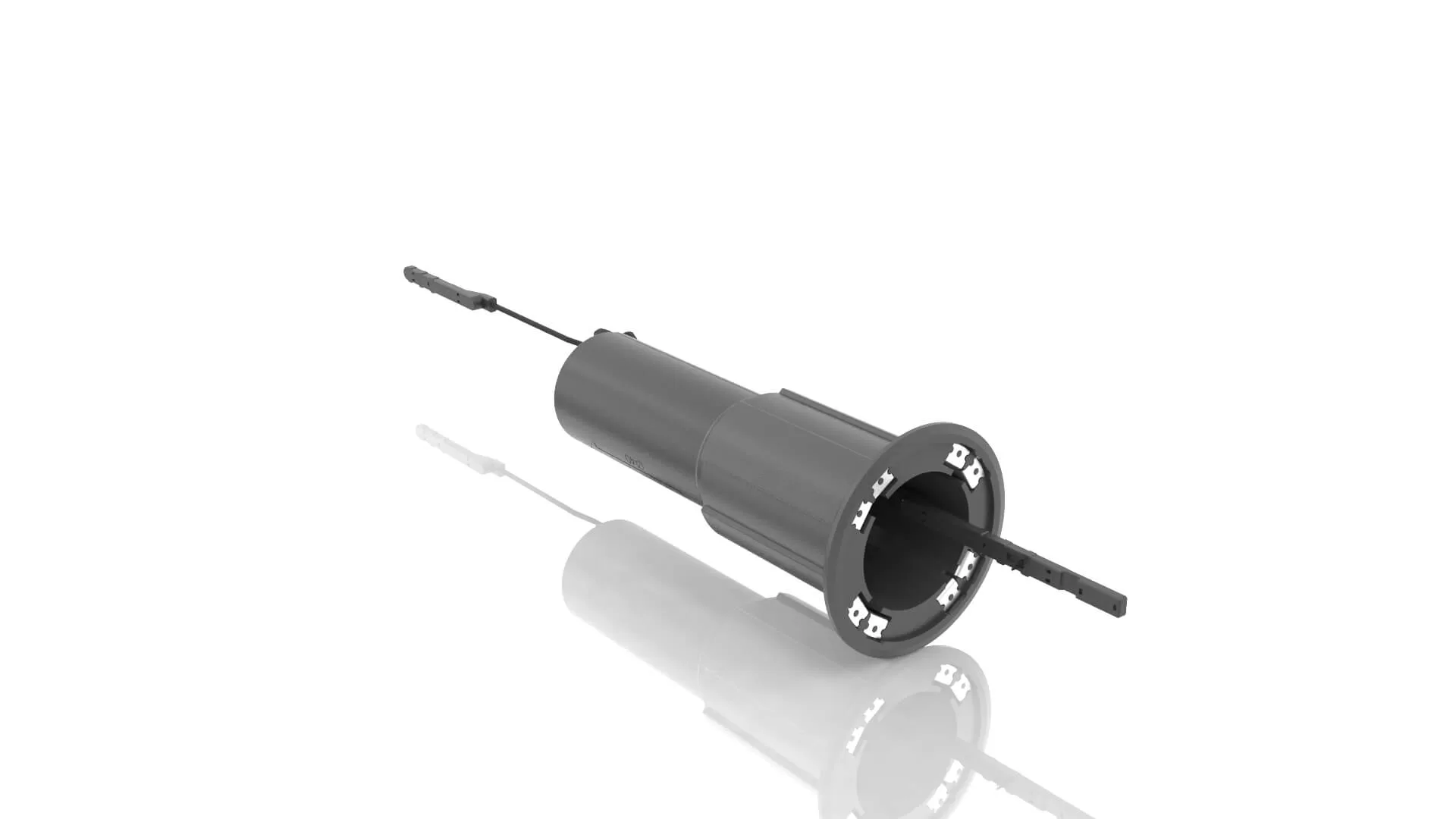
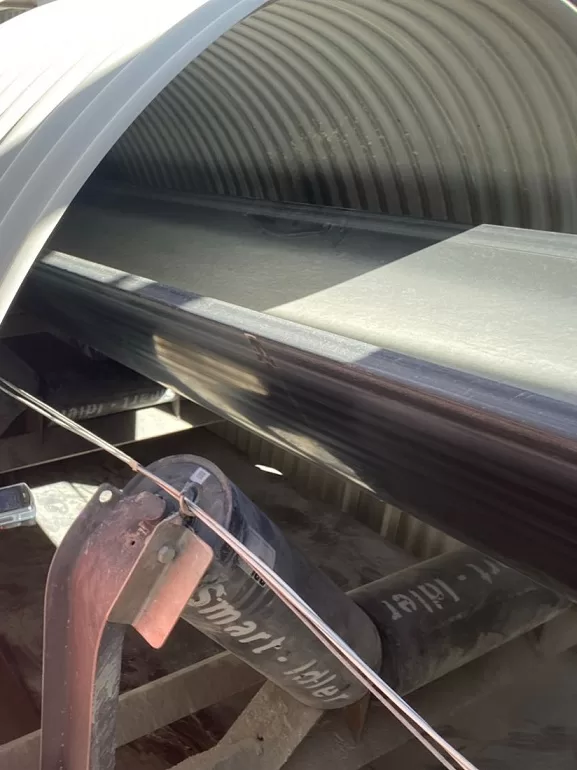
Mark: This is the sensor for our Smart-Idler, remote conveyor rollers monitoring system. These units are completely wireless and self-powered. We use the rotation of the roller to generate power. We have magnets inside and coils so with the rotation of the roller it develops a very small amount of power into the sensor and that brings the device to life. So it powers the device without the need for any cables down the conveyor.
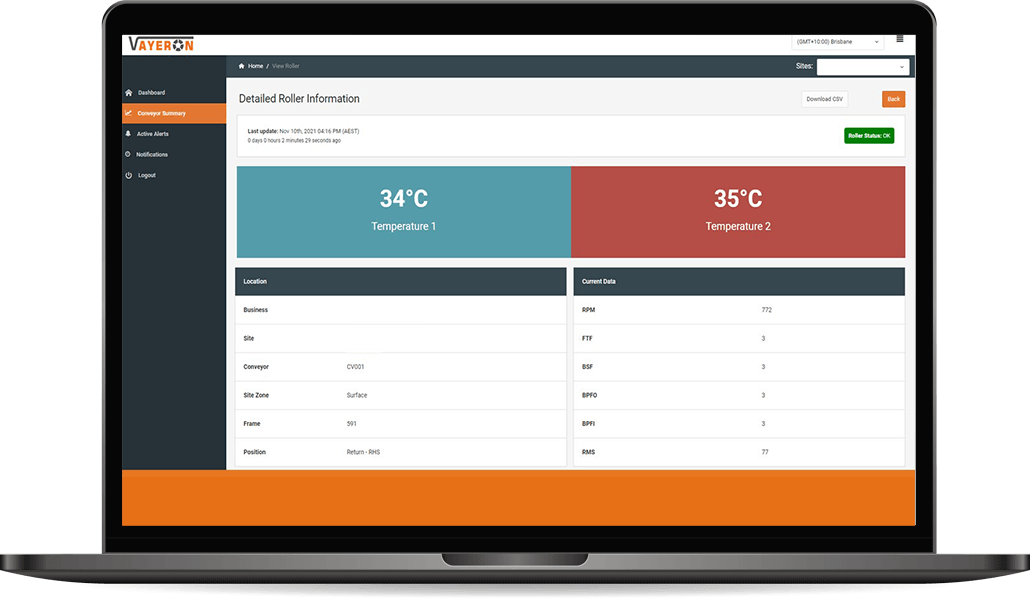
With this sensor we can monitor the RPM of the roller, and with the RPM we can tell you what the shell is doing. If the shell is wearing, as the shell wears the speed increases, we can determine what the thickness of the shell is. We can also monitor the bearings with full vibration analysis. That vibration analysis is in a race, outer race, ball Spin and cage which is standard VA analysis. And because these rollers have a standard L10 bearing we can use that predicted failure curve to then determine when that roller is going to fail and warn the customer of that imminent failure.
Some of the other benefits, I guess, are that with the RPM we can tell you when the belt is in good contact with the roller. If the belt is losing contact with the roller, you’re not only wearing that roller, but you’re wearing the cover on your belt. And as we know, a roller might be, maybe, 100 dollars, where the belt might be a 10 or a 20 million dollar investment, so it’s about looking after that conveyor belt as well.

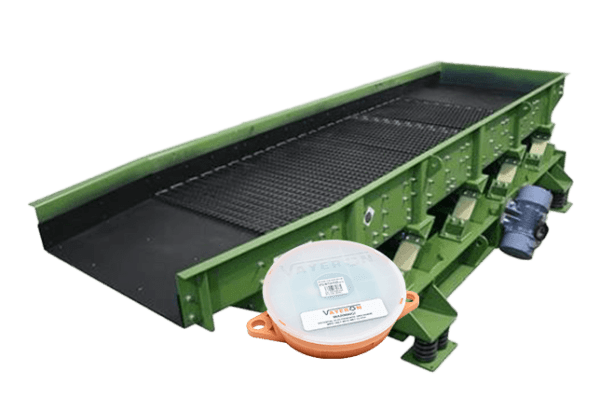
Mark: If you think about a belt conveyor that is maybe one and a half kilometers long and it has 5 000 rollers in it. Those 5 000 rollers are all little sensors along the conveyor that we can see what is happening over the entire length of that conveyor. The rollers can tell us if the belt is loading heavier on the left or the right, can tell us where there are high-tension points, where some rollers are carrying much more load than other rollers. It is all this information, when you bring it all together, that you can allow the fine-tuning of a conveyor and maybe get a five percent Improvement in the performance of that conveyor by tuning it correctly.
Alex: Yeah, but it’s complicated technology. Does your software allow monitoring all these elements: temperature, vibration, belt tracking as well? Please tell us about your software, what it allows customers to see.
The customer does pay, there is a cost for the sensor, but there is a cost for the data. But that cost is cheap compared to the information that it’s giving out.
Mark: Yes, we have many examples of customers that have had fires and breakdowns that have cost tens of millions of dollars. If they had our remote conveyor monitoring system installed, it would have saved that breakdown and cost them, maybe return on investment in one month or two months.
Alex: Could you please give us more information about these business cases from some companies?
Mark: Sure, I think a prime one that is always in my mind in Brazil, February 2021. There was a ship loader on Fire. One roller seized, and the friction of the belt running over that roller caused that belt to ignite, and the fire on that conveyor belt couldn’t be extinguished quickly enough. It actually destroyed the whole ship loader. The repair to that ship loader was in excess of 50 million dollars, we’ve been told. But the real kicker was the lost time, the lost production was in excess of 350 million dollars.

Mark: They wouldn’t have had that fire, yeah. And that remote conveyor rollers monitoring system is probably valued at maybe fifty or sixty thousand dollars to install a system in that application. The business case really comes down to the client, because we see some clients that have needs that are not even thought of in regards to the conveyor belt. It might be manpower on the site, it might be getting people to the site to do the maintenance. Customers have different reasons for the system being of great benefit to them.
Alex: But do all customers understand the benefits of this remote conveyor rollers monitoring technology?
Mark: Our system has so much capability that none of our clients are using it to its full potential. But I think, you know, it’s a learning curve. It’s a new technology, this is a world first technology. It’s new to the industry and to the customers. I think as they become more and more used to the system, they rely on the system then and start to learn about other areas that it can help them, other benefits it can give them. I think eventually they will get there and use the full potential of the system.

Mark: Generally, the first benefit that a customer is looking for is the availability of the conveyor. When a conveyor belt is in operation that all the rollers are in good condition. The last thing you want while you’re in production is for a conveyor belt to be shut down for unplanned maintenance. Some mining companies are losing 10 or 20 million dollars a year just by having to pull conveyors out of production while they’re in operation. That is probably a key benefit to most of our customers. And then, all the other things are added benefits that they start to learn about as they go along.
Alex: Yeah, other benefits as you mentioned previously it’s safety or future implementation of digital technologies like artificial intelligence?
Mark: Well, you mentioned safety, just keeping personnel away from conveyor belts while they are in operation is a major benefit to a lot of our customers. And then you have conveyor belts that you can’t even inspect while they’re in operation. They might be a moving shuttle or a tripper, and you can’t safely put personnel on those applications while the conveyor is running. When the conveyor is shut down, you can now access rollers but you can’t inspect them because the conveyor is not running. Smart-Idler allows you to continually monitor those areas while the conveyor is running.
Mark: I guess there are probably two standard practices. The first one is a very poor regime where they run rollers to failure. Those failures might be either bearing seizing and then heating up the belt and a lot of friction and wear on the Belt as the belt passes over a roller that’s not spinning.
The other practice, while it is much better for the belt, is a very wasteful practice, and that’s where they batch change out rollers. They’ll change out thousands of rollers at a time period rather than waiting for those rollers to fail. Most of those rollers are coming out of the conveyor system, and they might only be halfway through their life. They might only have used half of their serviceable life where the Smart-Idler will let you run an idler right up till the end of life and then change it out in a shutdown.
Mark: We have many companies around the world, but Codelco in Chile, the government-based Miner, is a very big customer. BHP has quite a number of systems. Rio Tinto, Newmont was one of the first customers to not just trial our technology but to move forward in into implementation. We’ve just implemented a new remote conveyor rollers monitoring system for a power company in Taiwan. Iron ore company up in Canada. We have three new systems going into Nevada Gold. So, we’re operating pretty much all the way around the world now.
Alex: That’s great! It’s already South America – Chile, North America – USA and Canada, Taiwan, Indonesia and, of course, Australia…
Mark: Definitely Australia, but more systems are coming in other countries all the time.
Alex: That is great that people started realising benefits of technology and can utilize it.
Mark: Yeah, and Covid has really taught us how to remotely assist our customers and get a system working flawlessly, and sometimes we haven’t ever been to the site, but we do offer service on site as well.
Mark: I think we’re always on the lookout for a new technology. We have a new technology that is in final development at the moment, which is the conveyor chain. Big heavy links of chain that operate as a conveyor to pull coal off a coal face on a longwall. One of our customers approached us to instrument that chain link so we could monitor it inside the chain link. Not weakening that chain link at all but giving data to help predict the end of life for that chain. And once again, it’s going to be a process of learning as we get further into trialling that device and understanding more about the stresses and strains on those links and what makes them fail.
Alex: That’s interesting.
Mark: We have some very clever people working in our company.
Alex: Great, that’s right, thank you, Mark, very much.
Mark: Thank you for your questions.