The primary objective of this research is a thorough comparative evaluation of available idler monitoring technologies. Below, we survey all current and emerging idler CBM solutions – how each works, key components, and typical use cases.
Evolution of idler maintenance
Sensor-Based Monitoring on Idlers and Frames
Wireless Vibration/Acoustic Sensors on Idler Frames
Temperature Monitoring and Thermal Imaging

Thermal monitoring is especially crucial in underground coal conveyors, where an overheated idler can ignite coal dust or the belt; regulations often mandate temperature sensors or fire detection cables for early warning. In summary, temperature-based methods are very effective at detecting the late-stage fault condition (overheating) and are straightforward to interpret. However, they typically only catch failures in relatively advanced stages (when heat is generated), which might be after significant bearing damage has occurred. Thus, they are excellent for fire prevention and maintenance scheduling a few hours or days ahead, but not as sensitive for long-term predictive prognostics.
Acoustic Emissions Monitoring

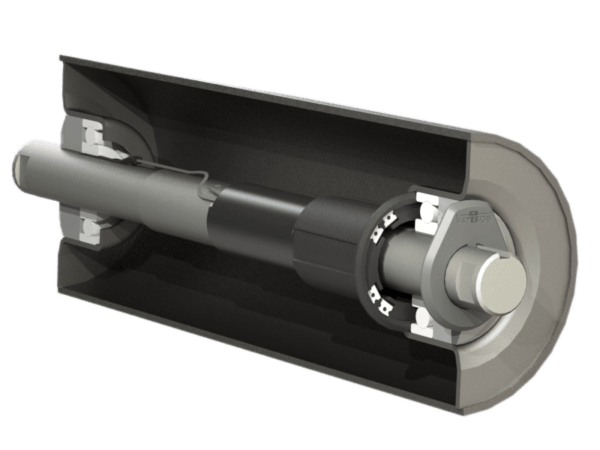
Smart Idler Rollers with Embedded Sensors
Several companies are exploring similar “sensing idler” concepts. For instance, Artur Küpper GmbH has developed a prototype with embedded digital temperature sensors placed in the axle near each bearing, networked together for real-time condition monitoring. Their design uses two temperature sensors per idler and transmits data through the idler station via wired contacts to a local monitor [10]. This emphasises bearing temperature as a simple, low-cost indicator of failure (avoiding more expensive vibration or infrared systems).
Distributed Fibre Optic Monitoring Systems
Fibre Optic Distributed Acoustic Sensing (DAS)

Fibre Optic Distributed Temperature Sensing (DTS)
However, because DTS only measures temperature, its detection capability is limited to late-stage failures (when significant heating has occurred). It may miss early fault indicators that have not yet produced heat. Some operations use DTS in combination with other methods: the DTS gives a safety overlay for catching anything that overheats, while vibration/acoustic sensors give predictive warning earlier.
Summary of Fibre Optic Systems:
Fibre solutions shine in environments where electronics maintenance is problematic (long, remote conveyors or gassy underground mines) – once installed, the fibre cable requires virtually no maintenance, but calibration [15]. Both DAS and DTS provide continuous coverage over long distances at relatively low incremental cost per length. They also inherently pinpoint the location of a fault (by the time-of-flight of the signal changes) along the belt to within a meter or two [16]. The high sensitivity of acoustic fibre means even minor changes in sound/vibration can be caught, but this also means advanced data analytics are essential to filter out normal operational noise. Overall, fibre-optic monitoring is considered a cutting-edge and high-potential emerging technology in conveyor CBM, with successful trials showing it can detect idler failures that were previously only found by laborious walking inspections [25], [16].
Robotic and UAV Idler Inspection Systems
Idler-Changeout Robots (“Spidler”)

Mobile Inspection Robots

Unmanned Aerial Vehicles (UAVs / Drones)
Drones are being tested for routine conveyor inspection at large open-pit mines and industrial sites. For example, a drone could fly each morning along a 5 km conveyor and feed thermal images into an algorithm to automatically flag hotspots. This turns a formerly laborious task into a quick remote operation. However, there are significant challenges before UAVs become a mainstream CBM tool:
- Flight stability and navigation in the conveyor environment – GPS may not be reliable near structures or underground, and there can be high winds or dust.
- Battery life – drones have limited endurance (20–30 minutes typical), so multiple units or battery swap stations might be needed for very long belts.
- Sensor resolution – to accurately identify a single bad roller, the drone’s camera must have sufficient resolution or the drone must fly very close to each idler, which can be tricky in terms of flight path.
- Regulatory and safety concerns – especially in underground mines or around personnel, drone use may be restricted.
As of now (2025), drones for conveyor idler monitoring are mostly in R&D or pilot phase, and they tend to focus on thermal/visual detection (later-stage fault identification). They are excellent for periodic inspections over large areas but are not continuous monitors.
Computer Vision and AI Detection
Conclusion
For a detailed comparison see part two of this research: “Comparative Analysis of Idler Monitoring Systems”.
References
[2] Vayeron Pty Ltd., “Smart-Idler® Failure Detection Efficacy Analysis,” 2020.
[3] Delft University of Technology & Rulmeca Group, “Investigation of Smart Conveyor Idler Monitoring Technologies,” 2017.
[4] Liu, X.; Pang, Y.; Lodewijks, G.; He, D. Experimental research on condition monitoring of belt conveyor idlers. 2020.
[5] Anibal S. Morales, Pablo Aqueveque, Jorge A. Henriquez “Technology Review of Idler Condition Based Monitoring Systems,” 2017.
[6] Scott Automation, “Robotic Idler Predict System Whitepaper,” 2023.
[7] Micomo Pty Ltd., “Roller Condition Monitoring (RCM) System Description and Case Studies,” 2014.
[8] P. Dabek et al., “Automatic Detection of Overheated Idlers Using IR and RGB Imaging,” 2022.
[9] Yokogawa Electric Corp., “Fiber Optic DTS for Conveyor Fire Prevention,” 2013.
[10] Artur Küpper GmbH & Co. KG, “Sensor-Integrated Idler Roller Development,” 2019.
[11] Mining3, “Conveyor belt monitoring for wear detection,” 2023.
[12] Smartidler.com, “Technical specifications and product pages.”
[13] Vayeron Pty Ltd, “An idler, a method for monitoring a plurality of idlers, and a conveyor system”, AU2014/050246, Australia, 2015
[14] Vayeron Pty Ltd., “Smart Idler – Effect on Project Economics,” Vayeron, 2025.
[15] Hawkfiber.com / Hawk Measurement, “Fiber-based conveyor sensing.”
[16] Hawk Measurement Systems, “Conveyor Fire Prevention via Thermal Sensing,” 2020.
[17] Australian Government, “Underground Conveyor Safety Standards AS 1755,” 2020.
[18] Rio Tinto, “Smart Idler Rollout and Maintenance Savings,” Case Study, 2018.
[19] J. Widodo and B. Yang, “A review of vibration and acoustic measurement methods for monitoring rolling element bearing condition,” Mechanical Systems and Signal Processing, July 2011.
[20] Glencore, “Underground Coal Mine,” Case Study, 2019.
[21] Paul Moore, Head to Tail, International Mining, February, p.46-63, 2024.
[22] Sandpit Innovation Pty Ltd, Lewis Australia Pty Ltd, “Conveyor Belt Roller Replacement”, WO2013138841, Australia, 2013.
[23] K.R. Thieme, Report: “Economic Justification of Automated Idler Roll Maintenance Applications in Large-Scale Belt Conveyor Systems”, Delft University of Technology, Netherlands, 2014.
[24] Intium Energy Limited, “Vibration detection system, apparatus and method”, WO 2012122597 A1 | PCT/AU2012/000263, Australia, 2012.
[25] Ben Yang Yang, “Fibre Optic Conveyor Monitoring System”, MSc degree thesis, The University of Queensland, Australia, 2014.
[26] Industrial Technologies Supply, itecsu.com, “Remote conveyor rollers monitoring system – Smart-Idler, Interview with Mark Walter at IMARC”, 2023
[27] Siami-Namini, S., et al., ‘Deep learning for conveyor idler fault detection using YOLOv5,’ Conference, 2022.
[28] M. Kang, S. Lee, and J. Kim, “Acoustic-based fault diagnosis for rotating machinery in noisy environments using cyclostationary analysis,” Mechanical Systems and Signal Processing, 2020.
[29] A. Morales, S. Seshadri, and J. Brayan, “Acoustic emission-based condition monitoring of conveyor idler rollers using mobile robots,” IEEE Transactions on Industry Applications, pp. 2639–2647, May–June 2017.
[30] SKF Group, “SKF Idler Sound Monitor Kit: Field evaluation of conveyor idler condition using ultrasonic listening technology,” SKF Mining Industry Solutions, 2019.