This case study for a reject tailings pipeline monitoring in a coalmine located in Queensland, Australia.
Challenge:
2 x 5km x 280mm PN25 HDPE in 20m flange spools. No budget for manual inspections. Pipe spools lasting 6 months. Risk of Environmental incident. CHPP (Process Plant) unplanned shut down risk on pipe failure.
The goal for Tailings Pipeline Monitoring was to improve the current system by:
- Reducing supply spending
- Reducing environmental risk
- Reducing safety risk
- Reducing unplanned outage

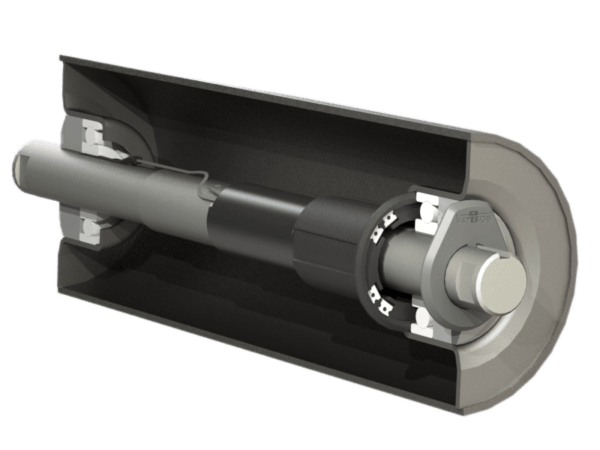
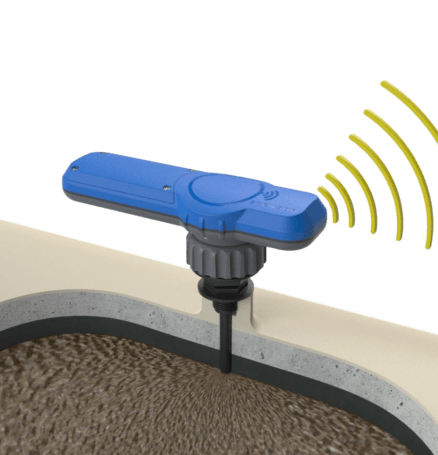
Technical Solution:
The solution involved splitting each 5 km pipe into 100 m lengths, each consisting of five 20 m 280 mm PN25 HDPE pipe spools. The third pipe in each 100m pipe section was to have a sensor probe installed. Probes are installed in each quadrant of the pipe circumference. Known Wear area – 300mm back from flange measurement taken under the pipe. Only one pipe was monitored covering the five installed. The wear of this monitored spool would be representative of the whole 100 m length and would be used to schedule the rotation/replacement of all 5 spools. The third pipe rotation alarm also rotating the five in total at the same schedule. Software aligned with 3 x Rotation alerts with the fourth to notify replacement. Rotation/replace forecast notification set at 8 weeks lead-time. Overlapping 2 x Scheduled Maintenance days.
The results from this Tailings Pipeline Monitoring case study were extremely positive, providing improvements and cost savings in several areas:
- Rotation achieved on the second maintenance day extending pipe life from 6 x months to 2 x years. $1.5M saving on supply spend.
- Zero environmental incidents. Pipe rotation and replacement before any failure. Cost saving on government instructed rehabilitation and fines (exact cost data unavailable).
- No production loss due to unplanned downtime. Estimated cost savings based on the previous year is $1.2M (Loss of production calculation is based on 2 x 6hr outages x tonnes per hour x sale cost per tonne).
Other benefits of the Abrasive Wear Monitoring System, which can’t be directly assigned a dollar value, were added by the system including improved community and public relations due to greatly reduced risk of environmental impact.